فناوری سینترینگ لیزری انتخابی (SLS) به دلیل توانمندیهای منحصر به فرد خود در تولید قطعات با کیفیت بالا و هندسههای پیچیده، جایگاه ویژهای در میان روشهای نوین تولید افزایشی یافته است. این مقاله به بررسی جامع پرینت سه بعدی SLS، از مکانیزم کار و مواد اولیه گرفته تا مزایا، محدودیتها و کاربردهای گسترده آن در صنایع مختلف میپردازد. هدف، آشنایی عمیقتر مخاطبان با این تکنولوژی پیشرفته و درک ارزش آن برای تولید محصولاتی است که قبلاً دستیابی به آنها دشوار یا پرهزینه بود.
پرینت سه بعدی SLS چیست؟ درک فناوری سینترینگ لیزری انتخابی
Selective Laser Sintering یا به اختصار SLS، یکی از برجستهترین فناوریهای تولید افزایشی (Additive Manufacturing) است که در آن از یک لیزر پرتوان برای ذوب و اتصال انتخابی ذرات پودر پلیمری استفاده میشود. این فرآیند بر اساس مدل سه بعدی دیجیتالی عمل میکند و قطعه را به صورت لایه به لایه میسازد. برخلاف بسیاری از روشهای پرینت سه بعدی، در SLS نیازی به ساختارهای پشتیبان خارجی (ساپورت) نیست، زیرا پودر ذوبنشده اطراف قطعه، خود به عنوان تکیهگاه عمل میکند. این ویژگی کلیدی، امکان تولید هندسههای بسیار پیچیده و توخالی را فراهم میآورد که با روشهای سنتی ساخت تقریباً غیرممکن است.
جایگاه SLS در خانواده بزرگتر فناوریهای Powder Bed Fusion (ذوب پودر بستر) است. در این خانواده، انرژی حرارتی به صورت گزینشی بخشهایی از بستر پودر را ذوب یا سینتر میکند تا لایه جامد را شکل دهد. دقت لیزر و قابلیت کنترل دقیق فرآیند، موجب تولید قطعاتی با دقت ابعادی بالا و خواص مکانیکی مطلوب میشود که آنها را برای کاربردهای نهایی نیز مناسب میسازد.
سفری در زمان: تاریخچه و تکامل پرینت سه بعدی SLS
ریشههای فناوری پرینت سه بعدی SLS به اواسط دهه ۱۹۸۰ بازمیگردد؛ زمانی که دکتر کارل دکارد و دکتر جو بیمان در دانشگاه تگزاس در آستین، این تکنیک را ابداع کردند. ایده اصلی، استفاده از لیزر برای پیوند ذرات پودری به یکدیگر بود. در ابتدا، این فناوری عمدتاً برای نمونهسازی سریع (Rapid Prototyping) به کار گرفته میشد و به دلیل هزینههای بالا و پیچیدگی سیستم، استفاده از آن محدود به محیطهای صنعتی و دانشگاهی بود.
در طول سالیان متمادی، SLS دستخوش پیشرفتهای قابل توجهی شد. بهبود در دقت لیزرها، تنوع مواد پلیمری و توسعه نرمافزارهای کنترلی، به این فناوری امکان داد تا از محدوده نمونهسازی فراتر رفته و به سمت تولید قطعات نهایی حرکت کند. مهم است که SLS پلیمری را از فناوریهای مشابه مانند SLM (Selective Laser Melting) و DMLS (Direct Metal Laser Sintering) که برای پرینت سه بعدی فلزات به کار میروند، تفکیک کرد. در حالی که SLS پلیمرها را سینتر میکند (ذوب جزئی)، SLM/DMLS فلزات را به طور کامل ذوب میکند. با این حال، هر دو از اصول کلی “همجوشی بستر پودر” پیروی میکنند. امروزه، با ظهور پرینترهای SLS رومیزی و مقرونبهصرفه، این فناوری بیش از پیش در دسترس کسبوکارهای کوچک و متوسط قرار گرفته است.
چگونه یک قطعه با پرینتر سه بعدی SLS ساخته میشود؟ (فرآیند گام به گام)
فرآیند تولید قطعه با پرینت سه بعدی SLS یک مراحل دقیق و کنترلشده را شامل میشود که از طراحی دیجیتال آغاز شده و به پسپردازش نهایی قطعه ختم میشود. آشنایی با این مراحل به درک بهتر قابلیتها و محدودیتهای این فناوری کمک میکند.
آمادهسازی مدل سه بعدی
اولین گام، طراحی دقیق مدل سه بعدی قطعه در نرمافزارهای CAD (Computer-Aided Design) مانند SolidWorks، CATIA یا Fusion 360 است. پس از طراحی، فایل مدل باید به فرمتهای استاندارد قابل پرینت سه بعدی نظیر STL یا OBJ تبدیل شود. در مرحله بعد، این فایل وارد نرمافزارهای مخصوص چاپ سه بعدی میشود. در این نرمافزارها، مدل به لایههای بسیار نازک (Slicing) تقسیمبندی شده و تنظیمات مهمی نظیر جهتگیری قطعه در محفظه ساخت (Orientation) و چیدمان بهینه چندین قطعه در کنار هم (Nesting) برای حداکثر بهرهوری، انجام میگیرد. این مرحله نقش حیاتی در کیفیت نهایی قطعه و بهینهسازی زمان چاپ دارد.
فرآیند چاپ در دستگاه SLS
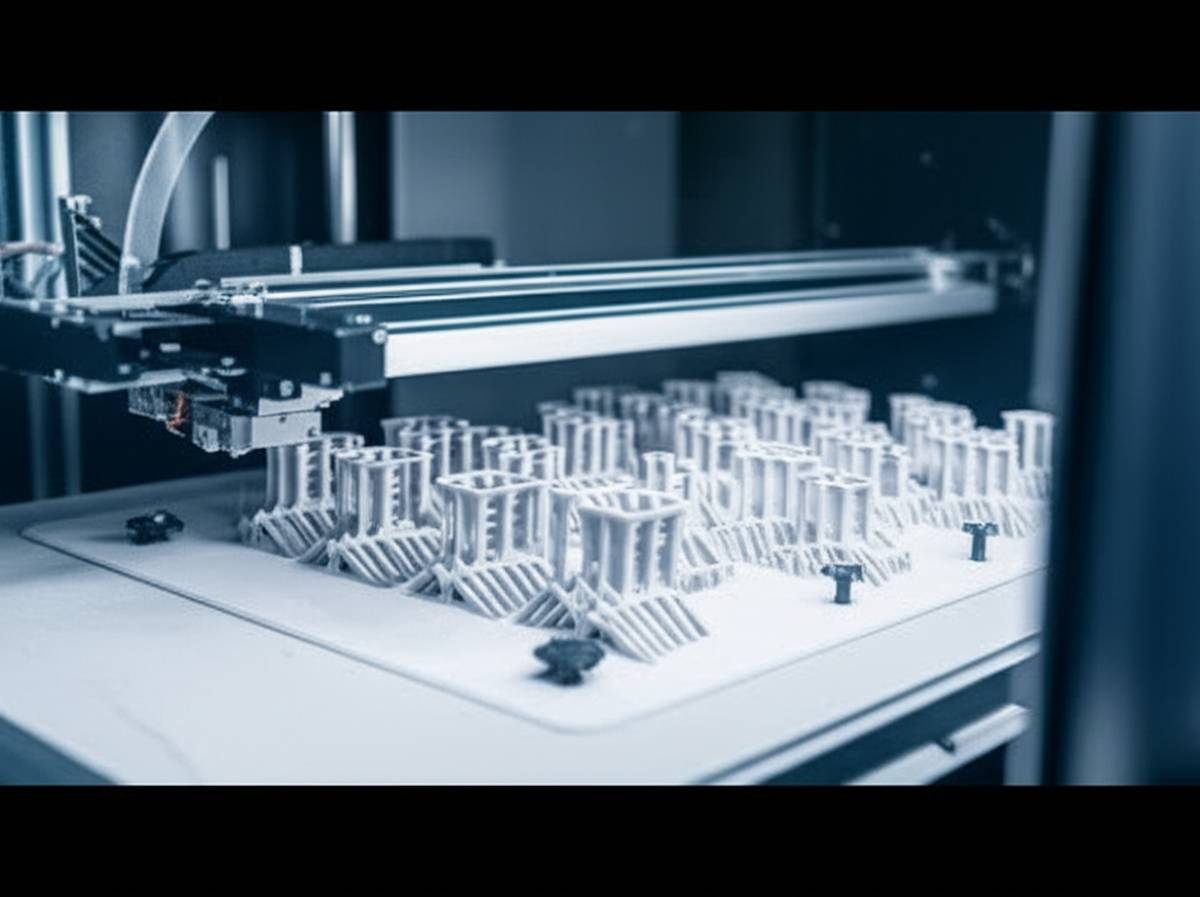
پس از آمادهسازی مدل، دستگاه پرینتر SLS وارد عمل میشود. ابتدا، محفظه ساخت و بستر پودر تا دمایی نزدیک به نقطه ذوب مواد پلیمری پیشگرم میشوند. سپس، یک لایه یکنواخت و بسیار نازک از پودر (معمولاً بین ۵۰ تا ۲۰۰ میکرون) توسط یک غلتک یا تیغه مخصوص، بر روی پلتفرم ساخت پخش میشود. لیزر پرتوان دستگاه، بر اساس مقاطع لایهبندی شده مدل سه بعدی، بر روی این لایه پودر اسکن میکند و ذرات پودر را به صورت انتخابی سینتر (ذوب جزئی) کرده و به یکدیگر متصل میکند. این فرآیند باعث تشکیل لایه جامد میشود. پس از هر لایه، پلتفرم ساخت به اندازه یک لایه پایین میآید و سیکل پخش پودر و اسکن لیزر مجدداً تکرار میشود تا قطعه به طور کامل ساخته شود. نکته مهم اینجا است که پودر ذوبنشده اطراف قطعه، به طور طبیعی از آن پشتیبانی میکند و نیاز به ساختارهای ساپورت اختصاصی را از بین میبرد.
مرحله خنکسازی قطعات
پس از اتمام فرآیند چاپ، محفظه ساخت حاوی قطعات و پودر باقیمانده باید به آرامی و تحت کنترل دقیق دما خنک شود. این مرحله برای تضمین خواص مکانیکی مطلوب قطعات و جلوگیری از مشکلاتی نظیر تاب برداشتن (Warping)، ایجاد تنشهای داخلی و تغییر شکلهای ناخواسته حیاتی است. فرآیند خنکسازی میتواند چندین ساعت به طول انجامد و به تدریجی بودن آن برای حفظ کیفیت قطعه اهمیت فراوانی داده میشود. هرگونه تغییر ناگهانی دما در این مرحله میتواند به ساختار قطعه آسیب برساند.
پسپردازش و پرداخت نهایی قطعات SLS
بعد از خنکسازی کامل، قطعات از بستر پودر خارج میشوند. ابتدا پودر اضافی که ذوب نشده، با دقت از اطراف قطعات تمیز میشود. این کار معمولاً با استفاده از هوای فشرده یا دستگاههای مدیا بلاستینگ صورت میگیرد. پودرهای ذوبنشده تا حد زیادی قابل بازیافت و استفاده مجدد هستند که به کاهش ضایعات و هزینهها کمک میکند، اما معمولاً باید با نسبت مشخصی از پودر تازه مخلوط شوند تا کیفیت مطلوب حفظ شود. قطعات SLS به طور پیشفرض دارای سطحی کمی زبر و دانهدانه هستند. برای بهبود کیفیت سطح و رسیدن به ظاهری صافتر، میتوان از تکنیکهای پسپردازش مختلفی نظیر سایش (Tumbling)، رنگآمیزی، پوششدهی و صافسازی بخار (Vapor Smoothing) استفاده کرد. این مراحل به قطعات پرینت شده ظاهری حرفهایتر و قابلیتهای کاربردی بیشتری میبخشند.
انواع پرینترهای سه بعدی SLS: از صنعتی تا رومیزی
پرینترهای سه بعدی SLS در طول سالیان متمادی از دستگاههای صنعتی عظیم و گرانقیمت به مدلهای فشردهتر و دسترسپذیرتر تکامل یافتهاند. این تکامل، بازار و کاربردهای این فناوری را به طور چشمگیری گسترش داده است.
پرینترهای SLS صنعتی سنتی
این نسل از پرینترها که برای دههها در قلب تولیدات پیشرفته قرار داشتند، با ویژگیهایی نظیر حجم ساخت بسیار بزرگ، لیزرهای پرتوان و نیاز به محیط بی اثر (مانند نیتروژن) برای جلوگیری از اکسیداسیون پودر، شناخته میشوند. هزینه اولیه خرید و نگهداری این دستگاهها بسیار بالا است و فضای زیادی را اشغال میکنند. این پرینترها عمدتاً در صنایع هوافضا، خودروسازی، و پزشکی برای تولیدات در مقیاس بالا و قطعات بسیار پیچیده و حساس به کار میروند که نیاز به بالاترین دقت و استحکام دارند. راهاندازی و کار با این سیستمها نیازمند تخصص و آموزشهای ویژه است.
پرینترهای SLS رومیزی و فشرده
در سالهای اخیر، نسل جدیدی از پرینترهای SLS پا به عرصه گذاشتهاند که هدفشان دموکراتیزه کردن این فناوری و کاهش هزینههای اولیه است. این مدلها که اغلب با ابعاد کوچکتر و قیمت مقرونبهصرفهتر عرضه میشوند، گردش کار سادهتری دارند و نیاز به زیرساختهای پیچیده صنعتی را کاهش دادهاند. با این حال، هنوز هم کیفیت و قابلیتهای قابل قبولی را ارائه میدهند. این پرینترها پتانسیل بالایی برای کسبوکارهای کوچک و متوسط، استارتآپها و مراکز آموزشی دارند تا بتوانند از مزایای SLS در نمونهسازی سریع و تولید قطعات نهایی با تیراژ کم بهرهمند شوند. ظهور این دستگاهها، خدمات پرینت سه بعدی SLS را برای طیف وسیعتری از مشتریان ممکن ساخته است.
مواد قابل استفاده در پرینت سه بعدی SLS: راهنمای انتخاب متریال مناسب
انتخاب ماده مناسب در پرینت سه بعدی SLS، نقش تعیینکنندهای در خواص مکانیکی، پایداری و کاربرد نهایی قطعه دارد. تنوع مواد پلیمری در این فناوری، امکان تولید قطعاتی با ویژگیهای بسیار خاص را فراهم میکند.
نایلون (Nylon) و پلیآمیدها
نایلون، به ویژه نایلون ۱۲ (PA12) و نایلون ۱۱ (PA11)، رایجترین و پرکاربردترین مواد در پرینت سه بعدی SLS هستند. PA12 به دلیل استحکام بالا، سختی، دقت ابعادی عالی و قابلیت تولید جزئیات ظریف، انتخاب محبوبی برای نمونهسازی، قطعات نهایی عمومی و جیگ و فیکسچر است. در مقابل، PA11 با شکلپذیری بیشتر، مقاومت عالی در برابر ضربه و سایش، و انعطافپذیری بالاتر شناخته میشود که آن را برای تولید پروتز، ارتز و قطعات بادوام در محیطهای چالشبرانگیز مناسب میسازد.
علاوه بر نایلونهای خالص، نسخههای تقویتشده آنها نیز موجود است. نایلون ۱۲ GF (تقویتشده با الیاف شیشه) سفتی و پایداری حرارتی قطعات را به شکل چشمگیری افزایش میدهد و برای کاربردهای صنعتی با دماهای بالا ایدهآل است. نایلون ۱۱ CF (تقویتشده با الیاف کربن) نیز استحکام کششی فوقالعاده، سبکی و مقاومت به خستگی بالایی را ارائه میدهد و میتواند جایگزین مناسبی برای قطعات فلزی در برخی کاربردها باشد. این مواد امکان ساخت قطعاتی با خواص مکانیکی نزدیک به قطعات تولید شده با قالبگیری تزریقی را فراهم میکنند.
الاستومرهای ترموپلاستیک (TPU)
الاستومرهای ترموپلاستیک یا TPU، دستهای دیگر از مواد مهم در پرینت سه بعدی SLS هستند که قابلیت تولید قطعات انعطافپذیر را فراهم میکنند. TPU خواصی نظیر انعطافپذیری بالا، مقاومت کششی و پارگی عالی، و مقاومت در برابر سایش و مواد شیمیایی را به ارمغان میآورد. این ویژگیها آن را برای تولید قطعات پوشیدنی، واشر، دمپر، ضربهگیر و ارتزهای انعطافپذیر بسیار مناسب میسازد. با استفاده از TPU در SLS، میتوان قطعاتی با جزئیات دقیق و در عین حال نرم و منعطف تولید کرد که در بسیاری از صنایع، از کالاهای مصرفی گرفته تا پزشکی، کاربردهای فراوانی دارند. انتخاب صحیح ماده بر اساس نیازهای عملکردی قطعه، کلید موفقیت در پرینت سه بعدی SLS است.
مزایای کلیدی پرینت سه بعدی SLS؛ چرا این فناوری انتخابی ایدهآل است؟
پرینت سه بعدی SLS به واسطه ویژگیهای منحصربهفرد خود، مزایای چشمگیری را در حوزه تولید قطعات ارائه میدهد که آن را به گزینهای ایدهآل برای بسیاری از کاربردهای صنعتی و مهندسی تبدیل کرده است.
آزادی طراحی بیحد و حصر و ساخت بدون ساپورت
یکی از برجستهترین مزایای SLS، قابلیت تولید قطعات با هندسههای بسیار پیچیده و آزادی طراحی بیحد و حصر است. این فناوری به دلیل عدم نیاز به ساختارهای پشتیبان، امکان ساخت قطعات درهمتنیده، توخالی، شبکهای (Lattice Structures)، و بهینهسازی توپولوژی برای دستیابی به سبکی و استحکام حداکثری را فراهم میکند. پودر ذوبنشده اطراف قطعه، به عنوان ساپورت طبیعی عمل کرده و محدودیتهای طراحی را که در روشهای سنتی تولید و حتی برخی دیگر از روشهای پرینت سه بعدی وجود دارد، از بین میبرد. این ویژگی، افقهای جدیدی را برای مهندسان و طراحان گشوده است.
تولید قطعات قوی، بادوام و عملکردی برای مصارف نهایی
قطعات تولید شده با پرینت سه بعدی SLS از خواص مکانیکی بسیار عالی برخوردارند که آنها را برای مصارف نهایی (End-Use Production) مناسب میسازد. نایلونها و کامپوزیتهای پلیمری مورد استفاده در SLS، مقاومت بالایی در برابر ضربه، سایش، حرارت و مواد شیمیایی دارند. چگالی بالای قطعات SLS، نزدیک به ۱۰۰ درصد، موجب میشود که استحکام آنها قابل مقایسه با قطعات قالبگیری تزریقی باشد. این ویژگی SLS را به گزینهای ایدهآل برای تولید قطعات عملکردی در صنایعی نظیر خودروسازی، هوافضا و پزشکی تبدیل کرده است؛ جایی که قطعات باید تحت فشار و تنشهای عملیاتی بالا، دوام خود را حفظ کنند.
قابلیت تولید قطعات مستحکم، با دوام و هندسههای پیچیده بدون نیاز به ساپورت، پرینت سه بعدی SLS را به انتخابی بیبدیل برای نوآوریهای صنعتی تبدیل کرده است.
بهرهوری و توان عملیاتی بالا
پرینت سه بعدی SLS به دلیل ماهیت فرآیند و عدم نیاز به ساپورت، بهرهوری و توان عملیاتی بالایی را ارائه میدهد. امکان چیدمان فشرده چندین قطعه در محفظه ساخت (Nesting)، فضای موجود را به حداکثر میرساند و امکان تولید تعداد زیادی قطعه در یک دوره چاپ را فراهم میکند. سرعت بالای اسکن لیزر و فرآیند نسبتاً سریع چاپ، به همراه کاهش زمان پسپردازش به دلیل حذف ساپورتها، موجب تسریع چرخه تولید میشود. این ویژگی، SLS را به روشی کارآمد برای تولید تیراژهای کم تا متوسط تبدیل کرده است و در بهینهسازی زمان عرضه محصول به بازار نقش مهمی دارد.
مقرون به صرفه بودن برای تیراژهای خاص
در نگاه اول، هزینه اولیه دستگاههای SLS ممکن است بالا به نظر برسد، اما در مقایسه با روشهای سنتی تولید که نیازمند ابزارسازی گرانقیمت (مانند قالبهای تزریق پلاستیک) هستند، SLS میتواند برای تیراژهای کم تا متوسط بسیار مقرون به صرفه باشد. قابلیت بازیابی و استفاده مجدد از پودر ذوبنشده، به کاهش ضایعات مواد کمک کرده و هزینههای عملیاتی را پایین میآورد. همچنین، تسریع چرخه طراحی و توسعه محصول، امکان آزمون و خطای سریعتر و رسیدن به محصول نهایی در زمان کمتر، صرفهجوییهای قابل توجهی را به همراه دارد. این مزیت اقتصادی، پرینت سه بعدی SLS را به گزینهای جذاب برای تولید سفارشی و نمونهسازی عملکردی تبدیل میکند.
سازگاری زیستی و کاربرد در صنایع حساس
برخی از مواد پلیمری مورد استفاده در پرینت سه بعدی SLS، مانند نایلونهای خاص، دارای گواهینامههای زیستسازگاری هستند. این ویژگی، SLS را برای کاربردهای حساس در صنایع پزشکی و دندانپزشکی، از جمله تولید پروتزها، ارتزها، ابزارهای جراحی و مدلهای آناتومیک برای برنامهریزی جراحی، بسیار مناسب میسازد. امکان تولید قطعات سفارشیسازی شده بر اساس نیازهای خاص هر بیمار، بدون ایجاد حساسیت یا واکنش نامطلوب، یکی دیگر از مزایای حیاتی این فناوری در حوزه سلامت است.
محدودیتها و چالشهای پرینت سه بعدی SLS
در کنار مزایای فراوان، پرینت سه بعدی SLS نیز مانند هر فناوری دیگری، با محدودیتها و چالشهایی روبرو است که شناخت آنها برای انتخاب آگاهانه این روش ضروری است. یکی از اصلیترین محدودیتها، هزینه اولیه بالا برای خرید و راهاندازی دستگاههای صنعتی SLS است. این سرمایهگذاری قابل توجه، دسترسی را برای بسیاری از کسبوکارهای کوچک محدود میکند.
چالش دیگر، کیفیت سطح قطعات است. قطعات تولید شده با SLS معمولاً دارای سطحی کمی زبر و پودری هستند که برای کاربردهای نیازمند ظاهر صیقلی، به مراحل پسپردازش اضافی نیاز دارند. این مراحل میتوانند زمان و هزینه تولید را افزایش دهند. علاوه بر این، SLS در قابلیت تولید قطعات شفاف و چند رنگ محدودیت دارد. معمولاً قطعات به صورت تکرنگ (رنگ طبیعی پودر) تولید میشوند و امکان چاپ قطعات شفاف یا با طیف وسیعی از رنگها، مانند برخی روشهای دیگر پرینت سه بعدی، وجود ندارد.
در نهایت، دستگاههای صنعتی SLS اغلب به محیط کنترلشدهای نیاز دارند. این شامل سیستمهای تهویه پیشرفته و مدیریت گازهای بیاثر (مانند نیتروژن) برای جلوگیری از اکسیداسیون مواد پودری در حین فرآیند است. این الزامات زیرساختی، پیچیدگی و هزینه عملیاتی را افزایش میدهد.
کاربردهای پرینت سه بعدی SLS در دنیای واقعی
قابلیتهای پرینت سه بعدی SLS، آن را به ابزاری قدرتمند در طیف وسیعی از صنایع تبدیل کرده است. این فناوری نه تنها در نمونهسازی، بلکه در تولید قطعات نهایی با عملکرد بالا نیز کاربرد دارد.
یکی از کاربردهای اصلی، نمونهسازی عملکردی است. مهندسان میتوانند با SLS، نمونههای اولیه بادوام و کاملاً عملکردی را تولید کنند که برای تستهای دقیق مهندسی، ارزیابی عملکرد و بررسی تناسب قطعات در یک مجموعه، ایدهآل هستند. این امر به تسریع چرخه توسعه محصول و کاهش هزینههای طراحی کمک میکند.
در حوزه تولید قطعات نهایی (End-Use Production)، SLS نقش حیاتی ایفا میکند. در صنایع خودروسازی و هوافضا، از آن برای ساخت قطعات سبکوزن، مجاری هوا، محفظهها و اتصالات پیچیده با استحکام بالا استفاده میشود. در بخش پزشکی و دندانپزشکی، پروتزهای سفارشی، ارتزها، ابزارهای جراحی و مدلهای آناتومیک دقیق برای برنامهریزی جراحی، با استفاده از SLS ساخته میشوند. این قطعات علاوه بر دقت بالا، از زیستسازگاری لازم نیز برخوردارند.
در کالاهای مصرفی و الکترونیک، SLS برای تولید قطعات داخلی، محفظهها و اتصالات سفارشی به کار میرود. همچنین، این فناوری در ابزارسازی و ساخت جیگ و فیکسچر نیز کاربرد گستردهای دارد. ابزارهای تولیدی بادوام و ارگونومیک که با SLS ساخته میشوند، به بهینهسازی فرآیندهای مونتاژ و تولید کمک میکنند. در مجموعه ماداتکنولوژی، ما با استفاده از پیشرفتهترین دستگاههای SLS، این خدمات پرینت سه بعدی را به صنایع مختلف ارائه میدهیم و به مشتریان کمک میکنیم تا ایدههای خود را به واقعیت تبدیل کنند.
مقایسه پرینت سه بعدی SLS با FDM و SLA: انتخاب بهترین روش
برای درک بهتر جایگاه پرینت سه بعدی SLS، مقایسه آن با دو فناوری پرکاربرد دیگر یعنی FDM (Fused Deposition Modeling) و SLA (Stereolithography) ضروری است. هر یک از این روشها ویژگیها و کاربردهای منحصر به فرد خود را دارند.
SLS در برابر FDM
FDM که با ذوب و اکسترود کردن فیلامنتهای ترموپلاستیک کار میکند، ارزانترین و دسترسپذیرترین روش پرینت سه بعدی است. قطعات FDM معمولاً دارای استحکام کمتری نسبت به SLS هستند و خطوط لایههای آنها به وضوح قابل مشاهده است. همچنین، FDM برای ساخت قطعات با برجستگیهای آویزان به ساپورت نیاز دارد که پسپردازش را زمانبر میکند. در مقابل، SLS دقت بالاتر، استحکام مکانیکی بسیار بهتری و عدم نیاز به ساپورت را ارائه میدهد، اما با هزینه اولیه و مواد مصرفی بالاتری همراه است. FDM برای نمونهسازی اولیه و قطعات غیرعملکردی ارزانقیمت مناسب است، در حالی که SLS برای قطعات نهایی عملکردی و هندسههای پیچیده برتری دارد.
SLS در برابر SLA
SLA با استفاده از لیزر برای سخت کردن رزینهای مایع فوتوپلیمر، قطعاتی با جزئیات بسیار ظریف و کیفیت سطح بسیار بالا تولید میکند. دقت ابعادی SLA در مقایسه با SLS معمولاً بالاتر است و قطعات شفاف نیز میتوانند با SLA ساخته شوند. با این حال، قطعات SLA عموماً شکنندهتر از قطعات SLS هستند و به خواص مکانیکی مشابه نایلونهای SLS دست نمییابند. SLA نیز مانند FDM، برای ساخت قطعات با هندسههای پیچیده به ساپورت نیاز دارد. در نتیجه، SLA برای مدلهای بصری، جواهرات و قالبهای دقیق ایدهآل است، در حالی که SLS با تمرکز بر استحکام، دوام و آزادی طراحی بدون ساپورت، برای کاربردهای عملکردی و صنعتی انتخاب بهتری است. انتخاب بین این سه فناوری به نیازهای خاص پروژه، بودجه و اولویتهای مربوط به دقت، استحکام و کیفیت سطح بستگی دارد.
نکات عملی و بهترین روشها برای بهینهسازی چاپ SLS و نگهداری
برای بهرهبرداری حداکثری از پتانسیل پرینت سه بعدی SLS و اطمینان از کیفیت بالای قطعات، رعایت برخی نکات عملی و بهترین روشها ضروری است. بهینهسازی طراحی برای SLS (DfAM) از اهمیت بالایی برخوردار است. طراحان باید با در نظر گرفتن ویژگیهای خاص SLS، از جمله عدم نیاز به ساپورت، به سمت طراحیهای مشبک، کاهش جرم و ادغام قطعات متعدد در یک بخش واحد حرکت کنند. این رویکرد نه تنها منجر به قطعات سبکتر و قویتر میشود، بلکه فرآیند مونتاژ را نیز ساده میکند.
تنظیمات ایدهآل چاپ، شامل انتخاب ضخامت لایه مناسب و سرعت اسکن لیزر، نقش کلیدی در دقت و کیفیت سطح قطعه دارد. ضخامت لایههای نازکتر (مانند ۵۰ میکرون) دقت و جزئیات بالاتری را فراهم میکنند، اما زمان چاپ را افزایش میدهند، در حالی که لایههای ضخیمتر (تا ۲۰۰ میکرون) سرعت چاپ را بالا میبرند. کنترل دقیق دما در طول فرآیند، به ویژه در مرحله پیشگرمایش و خنکسازی، برای جلوگیری از تاب برداشتن و تنشهای داخلی حیاتی است. نگهداری صحیح دستگاه و مواد نیز برای عملکرد بهینه ضروری است. تمیزکاری منظم، کالیبراسیون دورهای لیزر و سیستمهای توزیع پودر، به همراه نگهداری پودرهای پلیمری در شرایط خشک و خنک، عمر مفید دستگاه و کیفیت مواد را تضمین میکند. استفاده از پودر بازیافتی با ترکیب مناسب پودر تازه نیز به حفظ خواص مواد و کاهش هزینهها کمک میکند.